
- ホーム
- > kikiのこだわり:一枚板テーブル
一枚板テーブル

だいたい50枚くらいをホームページに掲載しています。すべての板の両面の写真がご覧いただけます。 大きさごとに4つに分けて掲載しています。kikiの一枚板テーブル、どうぞどうぞ。

裏も表もありません。
両面使える一枚板を脚に載せるだけ。
板を脚に載せているだけだから、
ひっくり返してどちらも表として使えます。
両面使えるのは、反り止めがないから。
載せるだけで使えるのは、
天板と脚を金具で締めなくてもガタつきが抑えられるから。
反り止めがなくても反らずに、
ガタつきがないように仕上げるために、
kikiの一枚板テーブルは、
時間と手間をたっぷりかけています。
ぶ厚い板でつくります。
厚い方が、木の味が濃い。
kikiの無垢板テーブルの板厚は、だいたい5cmから6cmです。
だいぶ厚いと思います。
丸太で材を仕入れて自ら製材するから、思った厚さでつくれます。
厚いから丈夫だとか機能的になにがすぐれるということではないのですが、
厚いほうが、自然のままの木の味が、より濃く味わえるように感じます。

経験五分、勘が五分。
製材は真剣勝負。
仕入れた丸太を板に挽きます。
木の姿と断面を見て、丸太の中身を想像します。
どんな木目があらわれるかを頭の中に描きます。
丸太を無駄なく挽くために、
ノコギリを入れる角度を考え、厚みを決めます。
テーブルに使えない端っこの使い方も考えて挽きます。
丸太を板材に加工するのは、板の価値を決定づける大仕事。
店長が、息をひそめ目を鋭く光らせる仕事です。

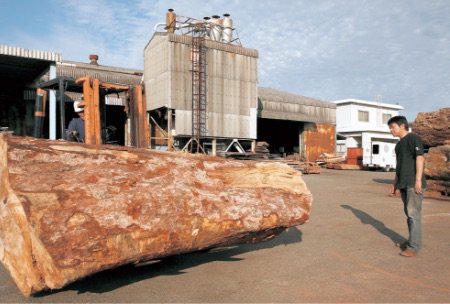
穴があくほど丸太を見つめる店長。
樹の姿、断面から、挽いた板を想像します。

製材台に載せて刃を入れる角度を調整。
慎重に慎重に微調整して丸太を固定。

巨大なノコギリで一気に挽きます。
瑞々しい木目があらわれます。感動的です。

この板がテーブルになるのは早くても数年後。
じっくり時間をかけて自然乾燥させます。
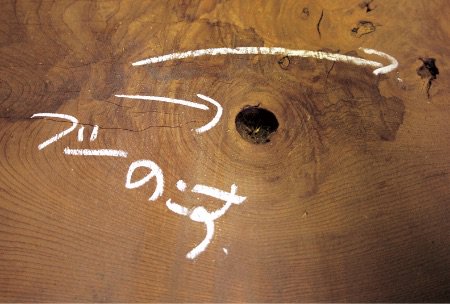
水圧で樹皮を吹き飛ばす。
水耳そうじが肝心です。
製材した板は倉庫に保管する前に、
板の両側、耳の部分の樹皮を高圧洗浄機で吹き飛ばします。
この工程が、一枚板テーブルの製作工程のポイントです。
樹皮がついたままだとじめじめとして、
虫のすみかになったり、しみ、腐れの原因にもなります。
虫痕や腐れがあると、刃物やサンダーで削ることになります。
刃物で耳らしく削るやり方もありますが、
本当の自然のカタチが残っているほうが断然いい。
だから、保管の前に樹皮を剥がし、徹底的に耳そうじします。
自然のままの耳を残す一枚板づくりのこだわり工程です。

乾燥、乾燥、高周波プレス。
時間をかけて無垢板を躾ける。
耳そうじが済んだら、一枚一枚に桟木をはさんで通気を確保し、
屋根付の倉庫で数年かけてじっくり自然乾燥させます。
時間をかけることで、反り・あばれ・割れがおきにくい素性の良さが躾けられます。
乾燥の仕上げは、人工乾燥機で水分を10%以下にして、
高周波プレスにかけて水分を板全体に平均化させます。
ここまでが天板づくりの前工程です。

虫食い、腐れの原因となる樹皮を
高圧洗浄機できれいに取り除きます。

桟積みして風通しのいい
屋根付き倉庫で数年間自然乾燥させます。

乾燥の仕上げは人工乾燥機。
水分を10%以下まで乾燥させます。

高周波高圧プレスにかけて、
水分を均一にして前工程が完了です。
撫でると気持ちいい
すべすべの木肌。
いよいよ加工工程。すっかり乾いた板をカンナで削ると、
製材したときの木目が鮮やかに蘇ります。
目の細かいヤスリで両面ともすべすべになるまで磨きます。
耳は、自然のカタチをそのまま残すためにブラシで磨きます。
最終工程はオイルフィニッシュ。
天然オイルを木に浸透させて、木を内側から保護します。
木の呼吸を塞がずに自然の木肌が生かせることと、
メンテナンスしやすいのが特徴です。
加工の前に、節や木目の
活かし方を考えます。
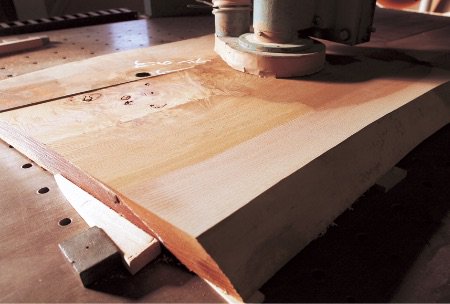
1mm単位の精度で加工する自動カンナ。
天面を平らに、なめらかに削ります。

中目から細目へ、目を細かくしながら
サンダーですべすべに仕上げます。

樹皮を吹き飛ばしたままの形を活かすため、
耳はブラシで磨きます。

全国どこでも
配達・設置します。
無垢板テーブルは、ツーマンデリバリー便で配達します。
作業員2名で運搬して、組立て・設置、梱包材の引き取り処分まで行います。
徳島県内、香川県内、淡路島は、
テーブル工房kikiのスタッフが無料でお届けします。
*離島や一部地域では対応できない場合があります。

一枚一枚ぜんぶ撮影。
ホームページに掲載しています。
だいたい50枚くらいをホームページに掲載しています。
すべての板の両面の写真がご覧いただけます。
大きさごとに4つに分けて掲載しています。
kikiの一枚板テーブル、どうぞどうぞ。

コンテンツ
モバイルショップ


{kind=link}
{kind=link}